Краткое описание широкого спектра добавочных материалов. Стивен Д. Ханна
Материалы для аддитивного производства по-прежнему путают многих производителей, желающих производить детали с помощью этой технологии, и эта путаница может стать препятствием для принятия решения. Хотя многие аддитивные материалы столь же хороши, как и традиционные альтернативы, я буду честен, поскольку некоторые из них также обладают совершенно другими свойствами, чем вы могли бы ожидать.
Но бывают моменты, когда это может быть хорошо. Кроме того, только потому, что материал для 3D-печати имеет такой же или подобный химический состав, что и материал, полученный литьем под давлением, нет гарантии, что он будет работать так же, как и его кузен.
Однозначное сравнение, скажем, нейлоновых / полиамидных материалов для добавки по сравнению с аналогичным для литья под давлением может привести к неверному выводу. Есть много случаев, когда материал, используемый в литьевом формовании, является избыточным для производимой детали, возможно, из-за того, что было использовано командой цеха то, что доступно или просто по привычке. Поэтому знание допустимых значений конструкции для детали является ключевым и иногда может означать, что присадочный материал может быть более подходящим, чем традиционная альтернатива.
Уменьшение путаницы
Так же, как традиционные свойства материалов выражены в стандартах измерений ASTM, присадки должны быть такими же. В 3D Systems все поставляемые материалы имеют технические спецификации, которые показывают ключевые характеристики производительности по ряду показателей, измеренных в соответствии со стандартами ASTM. Эти отправные точки помогают производителям понять истинные свойства, которых они могут достичь от 3D-печатной детали. Эксперты в компании также готовы помочь инженерам-технологам сделать правильный выбор аддитивной платформы и материала, чтобы соответствовать требованиям приложения и производительности.
А как насчет сертификации материалов и процессов?
Для многих отраслей промышленности, хотя это заметно в медицинской и аэрокосмической отраслях, сертификация материалов и / или оборудования может иметь решающее значение. Это требует много времени и опыта, а также включает в себя постоянное тестирование во время производства, чтобы убедиться, что свойства материала и настройки машины остаются действительными. Тем не менее, сотни машин и материалов были успешно сертифицированы, и, кроме того, исследователи 3D Systems, работающие с производителями, смогли последовательно сократить время, необходимое для сертификации, от года до месяца в большинстве случаев.
Новый подход к дизайну становится действительным
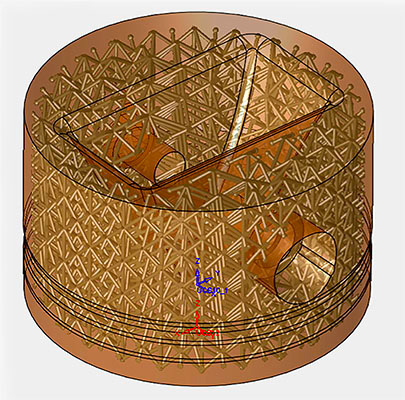
Вместо того, чтобы просто брать дизайн САПР для детали, которая будет отливаться под давлением, и вводить ее в присадку, одна из истинных ценностей аддитивного производства заключается в том, что она позволяет изготавливать детали без ограничений традиционных производственных методологий. Это обеспечивает новый подход к проектированию продукта, который может привести, например, к значительному сокращению количества деталей и сокращению процессов сборки. То, как работает технология, плюс доступ к нескольким пластиковым и металлическим материалам означает, что металлические детали могут быть сделаны намного легче по весу, чем это было нормой: возьмите головку поршня, которая всегда была сильно обработана из металлического блока. Из-за процесса механической обработки это тяжелые твердые металлические детали, даже несмотря на то, что конструктивным допускается не так много твердого блока. Конструкция для добавок позволяет инженерам облегчить этот твердый блок таким образом, чтобы он сохранил требуемую прочность, но при меньшем весе, тем самым увеличивая соотношение прочности и веса при одновременном снижении производственных и эксплуатационных затрат. Представьте себе, если вы вдвое уменьшили вес всех поршней в вашем двигателе, сохраняя и, возможно, даже улучшая производительность? Как это повлияет на расход топлива и износ двигателя?
Части, которые требуют химической стойкости
Многие пластмассовые присадочные материалы способны соответствовать требованиям ISO 10993-01, USP Class VI, сертификации по обращению с пищевыми продуктами и огнестойкости для аэрокосмической промышленности. Пластмассовые присадки могут быть устойчивы к обычным промышленным жидкостям, таким как дизельное топливо, этанол, фреон, машинное масло, моторные масла, бензин и многое другое. Это означает, что эти материалы можно использовать там, где присутствуют химические вещества, например, в захватах роботизированных машин, где присутствуют углеводороды.

Лучшая дезинфекция деталей
Ряд материалов от 3D Systems соответствует требованиям USP Class VI и может быть легко стерилизован, что делает их потенциально пригодными для использования в некоторых медицинских приложениях, где требуется ограниченное воздействие на кожу, таких как хирургические направляющие. Благодаря тому, что аддитивное производство работает, нестандартные медицинские приборы становятся реальностью, и это может сократить сроки лечения и улучшить результаты лечения.

Какие виды приложений будут действительны для добавки?
Практически любое применение действительно для производства с использованием аддитивного производства, но некоторые имеют большую ценность, чем другие. Простое воспроизведение детали точно так же, как это было бы произведено в литьевом формовании, всегда является вариантом, однако, это не обеспечивает наилучшее значение для технологии.
Итак, вот несколько замечательных примеров:
Быстрое прототипирование
Первоначальным применением аддитивного производства было быстрое создание прототипов, но материалы и технологии развивались годами, чтобы действительно обеспечить превосходную ценность. Практически все аддитивные технологии могут и используются для создания прототипов от моделей внешнего вида до функциональных моделей формы и подгонки, а также для моделей литья по выплавляемым моделям и металлических прототипов.
Одним из замечательных примеров среди многих является использование прозрачных материалов в прозрачных деталях в материалах стереолитографии (SLA). Это могут быть что угодно, от очень детализированных линз до чистых блоков двигателя, чтобы проверить поток масла на испытательном стенде.

Высококачественные эластомерные детали также являются отличными прототипами, что позволяет очень быстро производить резиноподобные детали, чтобы иметь возможность испытывать формование деталей, ручных захватов и других изделий.
Такие материалы, как Figure 4® FLEX-BLK 10 в сверхбыстром 3D-принтере Figure 4, обеспечивают детали, обладающие исключительной долговечностью и гибкостью для полипропиленоподобных деталей, и VisiJet® Armor для 3D-принтеров MulitJet (MJP) также можно использовать для тестироваания защелкивающихся деталей.
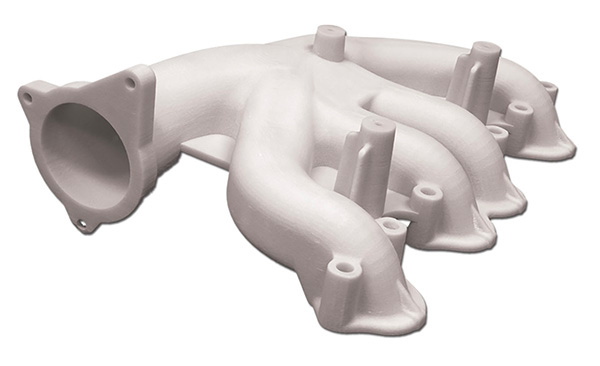
Производство изделий без оснастки
Многие производители, в частности автомобильные, используют материалы для селективного лазерного спекания (SLS), такие как DuraForm® ProX® HST Composite, чтобы увеличить начальное производство деталей до тех пор, пока инструмент не будет завершен и не начнется массовое производство. Это армированный волокнами нейлон с отличной жесткостью и высокой термостойкостью. Это также непроводящий и прозрачный RF. Его свойства подходят для многих деталей и корпусов, а также для испытаний и использования в тяжелых условиях.
Изготовление нестандартных приспособлений
Аддитивное производство обеспечивает поставку деталей, изготовленных в соответствии с САПР, непосредственно из файла проекта, что позволяет очень быстро проектировать и изготавливать нестандартные приспособления для сборки, испытаний и ремонта деталей. Добавочный материал, такой как Accura® BlueStone, является подходящим и достаточно прочным для использования в сварочных приспособлениях. Изготовление приспособлений с помощью этой методологии сокращает время, необходимое для изготовления пользовательских приспособлений, повышения точности и уменьшения ошибок при сборке.

Изготовление пресс-инструмента
Используемые как для опытных, так и для небольших производственных инструментов, детали с 3D-печатью идеально подходят для пресс-инструментов. Так как пресс-инструменты, как правило, довольно просты, их быстро изготавливать и их можно использовать для прямого изготовления деталей в объемах в несколько сотен. 3D-принтеры SLA и MJP (MultiJet) имеют ряд надежных материалов, которые могут использоваться, в частности, для пресс-инструментов для гидроформования и вакуумного формования.

Изготовление восковых моделей
Аддитивное производство позволяет изготавливать как опытные, так и серийные модели литья по выплавляемым моделям. Учитывая то, как аддитивно работает, полученные таким образом модели отливки могут доставлять отлитые детали, которые ранее рассматривались как «неформованные», с повышенной сложностью и новыми и необычными формами. Методология SLA QuickCast® позволяет относительно быстро изготавливать очень большие модели литья и часто используется в аэрокосмической и турбинной промышленности. 3D-принтер MJP 2500 IC с материалом VisiJet M2 ICast обеспечивает очень быстрое производство моделей для литья по выплавляемым моделям, которые легко интегрируются в процесс литья по выплавляемым моделям.
Для сложных проектов литья, таких как микролитирование ювелирных изделий и медицинских инструментов, 3D-принтер ProJet MJP 2500W с использованием материала VisiJet M2 Cast делает создание отливок простым и понятным, обеспечивая новый уровень творчества и скорость производства для дизайнеров.

Автор
Stephen D. Hanna (Стивен Д. Ханна) – директор по управлению продуктами, материалами 3D Systems.
Источник: www.newequipment.com.
No Comments
Sorry, the comment form is closed at this time.